
ड्रिल र निकेलको तापीय क्षति प्रतिरोध 4Cr5Mo2V डाई कास्टि Die डाई स्टीलको प्रतिरोधमा प्रभाव

4Cr5 Mo2V एक सामान्यतया प्रयोग हुने डाइ-कास्टिंग डाय स्टील हो। डाई-कास्टिंग एल्युमिनियम मिश्रको प्रक्रियामा, पग्लिएको एल्युमिनियमको क्षरण र आसंजनको कारणले मोल्डले थर्मल क्षति भोग्नेछ, जस्तै थर्मल थकान र थर्मल पिघलना हानि, यसको परिणामस्वरूप यसको कठोरता र अकाल असफलतामा पनि कमी आउँछ।
निकल वा ड्राईनेसले एल्युमिनियम मिश्र डाइ-कास्टि mold मोल्डहरूको थर्मल क्षति प्रतिरोध सुधार गर्न सक्छ भन्ने अध्ययन गर्न, CCr4 Mo5V इस्पात र CCr2Mo4V स्टिल परीक्षण ब्लक १% नी र १% सह (सामूहिक अंश) समावेश गरीएको थियो, र ती पछि घुसेको थियो। शमन र रिस डाई-कास्टि mold मोल्डको फिक्स्ड डायमा, 5०० डिग्री तापमानको साथ एडीसी १२ एल्युमिनियम मिश्र पछि २०० देखि १,००० पटक डाई-कास्ट गरियो, र म्याक्रो मोर्फोलोजी र परीक्षण ब्लकको सतह कठोरता जाँच गरियो।
नतीजाले देखाउँदछ कि १,०० पटक डाई-कास्टिंग एल्युमिनियम मिश्र पछि, CCr1,000Mo4V इस्पात परीक्षण ब्लकले अत्यन्त गम्भिर रूपमा एल्युमिनियमको पालना गर्यो र धेरै थोरै नेट-जस्तो दराराहरू उत्पादन गरे; नी-युक्त इस्पात परीक्षण ब्लक अल्युमिनियमको लागि अलि अलि कल्चर गरिएको थियो, र को-युक्त स्टिल परीक्षण ब्लक कम से कम एल्युमिनियमको पालना गर्दछ, जसले यो संकेत गर्दछ कि १% Co 5Cr2Mo1V इस्पातको सामग्रीलाई मर्ने कास्ट एल्युमिनियम मिश्रको लागि उत्तम थर्मल क्षति प्रतिरोध हो। थप रूपमा, मर्नु पर्ने कास्टि al एल्युमिनियम मिश्र भन्दा पहिले कठोरताको तुलनामा, १,००० पटक डाई-कास्टिंग पछि, CCr4Mo5V स्टीलको सतह कठोरता, निकेल युक्त र सुक्खा युक्त 2Cr1,000Mo4V स्टील नमूनाहरू २.5, १.2 र १.4 एचआरसीले घट्यो, त्यो हो बहु मर्ने कास्टिंग एल्युमिनियम मिश्र निकल युक्त र सुक्खा CCr5Mo2V स्टीलको सतह कडाईमा प्रतिकूल प्रभाव 2.8Cr1.8Mo1.4V स्टीलको भन्दा कम छ, जुन Co र Ni को ठोस समाधान सुदृढीकरण प्रभावसँग सम्बन्धित छ, जुन एल्युमिनियम तरल क्षरण प्रतिरोध सुधार गर्न लाभदायक छ। मोल्ड र मोल्डलाई थर्मल क्षतिको लागि कम संवेदनशील बनाउनुहोस्।
एल्युमिनियम मिश्र डाइ-कास्टिंग एक जटिल उच्च-तापमान र उच्च-दबाव प्रक्रिया हो। त्यहाँ धेरै कारकहरू छन् कि थर्मल क्षति (थर्मल थकान र थर्मल घाटा सहित) लाई असर पार्छन् एल्युमिनियम मिश्र डाइ-कास्टिंग मोल्डको प्रदर्शन। ती मध्ये, तातो-काम डाइ स्टीलको संरचना विशेष महत्त्वपूर्ण छ।
सामान्य अवस्थामा, क्र्याक र प्लास्टिक विरूपणका कारण मर्ने कास्टिंग मर्को विफलताबाट बच्न सकिन्छ। मोल्ड क्र्याकिंग प्राय: दुर्घटनात्मक मेकानिकल ओभरलोड वा थर्मल ओभरलोडको कारण हुन्छ, परिणामस्वरूप गम्भीर तनाव एकाग्रता हुन्छ। प्रारम्भिक थर्मल थकान क्र्याकिंग र वेल्डिंग हानि (सतह थर्मल क्षति) मर्ने कास्टिंग मोल्डका मुख्य असफलता मोडहरू हुन्, र ती दुई प्रायः एक अर्कालाई प्रभावित गर्छन्। 4Cr5Mo2V स्टील एक व्यापक रूप मा प्रयोग गरिएको तातो काम डाइ स्टील हो, राम्रो पोशाक प्रतिरोध र प्लास्टिक विरूपण प्रतिरोधको साथ। ड्रिल र निकेल सामान्यतया alloying तत्वहरु प्रयोग गरिन्छ, जसले इस्पातको शक्ति र कडाई लाई प्रभावी ढंगले बढाउन सक्छ र औष्णिक क्षतिको प्रतिरोध गर्न निश्चित प्रभाव पार्छ। तसर्थ, 4Cr5Mo2V स्टील, 4Cr5Mo2V १% नी र १% Co (द्रव्य भिन्न, तल समान) अध्ययन गरिएको छ। पिघलाएको एल्युमिनियम क्षतिको स्टीलको प्रतिरोध वास्तविक उत्पादनलाई निर्देशित गर्न ठूलो महत्त्वको छ।
यद्यपि मुठ भन्दा पहिले डाई-कास्टि die मर्ने इस्पातको तापीय क्षतिको अध्ययन गर्ने अधिकांश विधिहरू ताप र चिसो नक्कल गर्नु हो। डाई स्टीलको नमूनाले पग्लिएको एल्युमिनियमलाई सिधै सम्पर्क गर्दैन, र पग्लिएको एल्युमिनियमको स्काउरि effect प्रभाव समावेश गर्दैन, जस्तै डाय स्टील नमूनाको प्रत्यक्ष इन्डक्शन हीटिंग। -A यस कागजमा, तीन घटक घटक मोल्ड स्टील परीक्षण ब्लकहरू एडीसी १२ एल्युमिनियम मिश्रको मृत्यु-कास्टिंग परीक्षण गर्न डाई-कास्टि mold मोल्डमा ईम्बेड गरिएको थियो। पग्लिएको एल्युमिनियमको क्षति प्रदर्शन।
1. टेस्ट सामग्री र विधिहरू
१.१ परीक्षण सामग्री
CCr4Mo5V स्टीलको रासायनिक संरचना, 2Cr4Mo5V इस्पात १% Ni (यस पछि 2Cr1Mo4V + Ni इस्पात भनेर चिनिन्छ) र 5Cr2 Mo4V स्टील १% Co (यस पछि 5Cr2Mo1V + Co इस्पातको रूपमा उल्लेख गरिएको छ) परीक्षण १ मा देखाईएको थियो। परीक्षण थियो। ADC4 को साथ कास्ट एल्युमिनियम मिश्रको रासायनिक संरचना तालिका २ मा देखाइएको छ।
| तालिका १ अन्वेषण गरिएको डाई-कास्टिंग डाय स्टील्स (द्रव्य भिन्न)% का रासायनिक संरचना | |||||||
| सामाग्री | C | Cr | Mo | V | Co | Ni | Si |
| 4Cr5Mo2V स्टील | 0.39 | 4.65 | 2। 21 | 0.46 | - | - | 0। 23 |
| 4Cr5Mo2V + नी स्टील | 0.38 | 4.72 | 2.34 | 0। 51 | - | 1.02 | 0। 21 |
| 4Cr5Mo2V + Co इस्पात | 0.41 | 4.67 | 2.40 | 0.48 | 1.03 | - | 0। 24 |
| तालिका २ ADC2 एल्युमिनियम मिश्र धातुको रासायनिक संरचना% | |||||||||
| तत्व | Cu | Mg | Mn | Fe | Si | Zn | Ti | Pb | Sn |
| गुणस्तर स्कोर | 1.74 | 0.22 | 0.16 | 0.76 | 10.70 | 0.87 | 0.064 | 0.035 | 0। 010 |
१.२ परीक्षण विधि
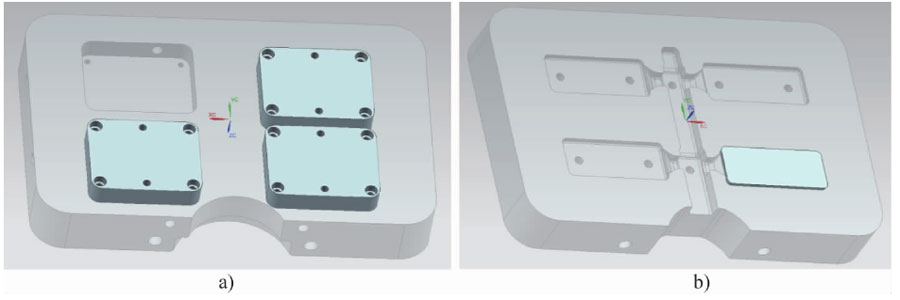
चित्र १ मा देखाइए अनुसार घोषणा गरिएको CCr4Mo5V इस्पात, CCr2Mo4V + Ni इस्पात र CCr5Mo2V + Co इस्पात परीक्षण ब्लकमा प्रशोधन गरिएको थियो, भ्याकुम शान्त पछि, ती दुई पटक टेम्पर्ड गरियो, लगभग H H HRC को कडाईको साथ, र बारीक अक्साइड स्केल हटाउनको लागि ग्राउण्ड।
टेस्ट ब्लकको समूह संख्या निश्चित मोल्डको ग्रुवमा इम्बेड गरिएको छ, र डाइ-कास्ट एल्युमिनियम मिश्रको गुहा चल मोल्डमा सेट गरिएको छ, जसरी चित्र २ मा देखाईएको छ। t०० टी क्षैतिज चिसो कोठा मरण-कास्टिंग मशीन र एक स्वयं-डिजाइन मोल्ड एडीसी १२ एल्युमिनियम मिश्र शीटको मर्न कास्टिंग परीक्षणको लागि प्रयोग गरिएको थियो, र एल्युमिनियम मिश्र प्रयोग गरिएको थियो। पग्लिएको एल्युमिनियमको तापमान higher०० डिग्री सेल्सियस बढी हुन्छ, परीक्षालाई गति दिनको लागि (सामान्यतया, ADC2 एल्युमिनियम मिश्रको डाइ कास्टि temperature तापमान (500० १२ डिग्री सेल्सियस छ)। पग्लिएको एल्युमिनियमको तापक्रम ℃०० डिग्री हुन्छ, जुन फे-ए १ इन्टरमेटेलिक यौगिकको पिघलने बिन्दुमा पुग्दैन, परिणामस्वरूप यौगिक पग्लिएको एल्युमिनियममा अशुद्धताको रूपमा अवस्थित हुन्छ। पग्लिएको एल्युमिनियमको बारम्बार प्रयोगले अशुद्धताहरूको बृद्धि र एल्युमिनियमलाई सुदृढ पार्दछ। तरलको scuring प्रभाव, यसैले परीक्षणको गति।
मृत्यु-कास्टिंग परीक्षण पछि, स्टेरियो माइक्रोस्कोप परीक्षण ब्लकको सतहमा एल्युमिनियम आसंजन घटना अवलोकन गर्न प्रयोग गरियो; एक अल्ट्रा गहिराइ-फिल्ड माइक्रोस्कोप थप एल्युमिनियम आसन को डिग्री निरीक्षण गर्न प्रयोग गरिएको थियो र परीक्षण ब्लक को सतह मा दरारहरु थिए कि।
२.Test परिणाम र विश्लेषण
२. परीक्षण ब्लकको सतह मोर्फोलजी
२.१.१ सतह स्टिकि Al एल्युमिनियम
चित्र ले तीन कास्टिंग टेस्ट ब्लकको मर्न कास्टिंग बिना र cast००,१००० पटक डाई कास्टिंगको समयको सतह मोर्फोलोजी देखाउँदछ। यो चित्र 3 (b, e, h) बाट देख्न सकिन्छ कि die०० पटक डाई-कास्टिंग पछि, CCr600,1000Mo3V स्टील परीक्षण ब्लकमा सबैभन्दा गम्भीर एल्युमिनियम स्टिकिking हुन्छ।
4Cr5Mo2V + Co इस्पात परीक्षण ब्लक कम्तीमा एल्युमिनियम चिपकियो। चित्र ((c, f, i) ले देखाउँदछ कि तीन परीक्षण ब्लकको सतहमा एल्युमिनियम आसंजन डाई-कास्टिंगको १,००० पटक पछि वृद्धि भयो। CCr3Mo1,000V स्टील परीक्षण ब्लकको सतहमा स्पष्ट एल्युमिनियम आसंजन छ, जबकि अन्य दुई परीक्षण ब्लकमा हल्का एल्युमिनियम आसंजन छ। CCr4Mo5V + Co इस्पात परीक्षण एल्युमिनियमको लम्प कम्तीमा र एक समान हो, जसले हीराले युक्त 2Cr4Mo5V इस्पातलाई तरल एल्युमिनियम क्षतिको लागि उत्तम प्रतिरोधको रूपमा दर्शाउँछ, जबकि 2Cr4Mo5V स्टील सबैभन्दा खराब छ। ड्रिल र निकेल तत्त्वहरूको थप मरण स्टील 2 -१० को उच्च तापमान कडाई स्थिर गर्न फाइदाजनक छ, र पग्लिएको एल्युमिनियमसँग बारम्बार सम्पर्कको दौरान सतह "नरम" गर्न सजिलो छैन, त्यसैले तरल एल्युमिनियम क्षरण प्रतिरोध राम्रो छ, र एल्युमिनियम आसंजन हल्का छ मच्चाउने कास्टि test परीक्षणको क्रममा, पग्लिएको एल्युमिनियम परीक्षण खण्डलाई सम्पर्क गर्न गुफामा प्रवेश गर्दछ, र परीक्षण ब्लकको असमान संरचना, मशीनिंग दोष क्षेत्र र अन्य स्थानीय क्षेत्रहरू अल्युमिनियममा अलि अलि अलि बढ्नेछन्। एल्युमिनियम-बन्डेड क्षेत्रमा एल्युमिनियम फेले बनेको स्टीलको साथ प्रतिक्रिया गर्दछ। b अल भंगुर मध्यवर्ती कम्पाउन्ड, जो टुक्रिएको छ र उच्च-प्रेशरको एल्युमिनियम तरल पदार्थको कोरिंगको मुनि छीलिनेछ, परिणामस्वरूप मोल्ड सतहमा खोरहरू, र अधिक एल्युमिनियम तरल को scouring अन्तर्गत गम्भीर एल्युमिनियम सम्बन्ध।
२.१.२ सतहमा दरार
चित्र ले mCr4Mo4V स्टील, 5Cr2Mo4V + नी इस्पात र 5Cr2Mo4V + Co स्टील नमूनाहरूको डाई कास्टिंगको १,००० पटकको सुपर मोल्दोजी देखाउँदछ। यो छवि 5 (ए) बाट देख्न सकिन्छ कि त्यहाँ Cry क्राई मोट वी स्टील परीक्षण ब्लकको सतहमा लगभग शुद्ध आकारमा वितरित सानो संख्याको माइक्रो-क्र्याक्स छन्। चिपिएको एल्युमिनियम र पिघलाइएको एल्युमिनियमले स्टीलको साथ फे फे।} अल यौगिकहरू गठन गर्दछ। फे।} अलको थर्मल विस्तारको गुणांक म्याट्रिक्स भन्दा फरक छ, परिणामस्वरूप आल्युमिनियम र फे} अल र यौगिकहरुमा माइक्रोक्र्याक्सको अत्यधिक मात्रा हुन्छ। पग्लिएको एल्युमिनियमको कोरिंग प्रभावले माइक्रोक्र्याक्सहरू फैलाउँछ, र पग्लिएको एल्युमिनियम क्र्याकमा छिर्छ र थप मैट्रिक्सको साथ फे २ अल यौगिकाहरू गठन गर्दछ। त्यसपश्चात दोहोरिएको मच्चाउने कास्टिंग प्रक्रियामा, Fe} Al परीक्षणहरू ब्लकको सतहमा रहेको यौगिकहरू पिटहरू बनाउँदछ। अचार र अल्ट्रासोनिक सफाई पछि, परीक्षण ब्लक को सतह नेट जस्तै एल्युमिनियम तरल scouring विशेषताहरु जस्तै देखा पर्यो। चित्र ((बी, सी) ले देखाउँदछ कि त्यहाँ कुनै क्र्याक्स छैन CCr2Mo1,000V + Co इस्पात र CCr4Mo4V + Ni स्टील टेक्स्ट ब्लकमा, यसले संकेत गर्दछ कि १% ड्रिल वा मोलिब्डेनमको जोडले मात्र एल्युमिनियमको सतह आसंजनलाई कम गर्न सक्दैन, तर कम पनि गर्छ। मोल्डको क्र्याकिंग प्रवृत्ति र एल्युमिनियम प्रतिरोधात्मक तरल क्षति प्रदर्शन सुधार। निकल र हीरा गैर-कार्बाइड बनाउने तत्त्वहरूको थपिनाले मोल्डको उच्च-तापमान कठोरता सुधार गर्न सक्दछ, र हीराले टेम्पर्सन प्रक्रियाको क्रममा मोलिब्डेनम कार्बाइडको फैलाव र वर्षालाई बढावा दिन सक्छ र वर्षा कडाई प्रभाव 'z- enhance वृद्धि गर्दछ। Ing. लिंग Qian एट अल द्वारा अनुसन्धान। देखाइएको छ कि मृत्यु-कास्टि die डाइ स्टीलमा अस्टेनाइट स्थिर तत्वहरूको थप जोडले तनाव एकाग्रता कम गर्न सक्छ। दुबै ड्रिल र निकल तत्त्वहरू हुन् जसले अस्टेनाइट जोन विस्तार गर्दछन्, त्यसैले CCr2Mo4V + Ni स्टील र 4Cr5Mo2V + Co इस्पात मर्ने कास्टिंग मोल्ड सतहहरू क्र्याकको खतरामा छैनन्।
वास्तविक मरो कास्टिंग प्रक्रियामा पग्लेको एल्युमिनियम मोल्डको बिरूद्ध धेरै कडा छ। फे-ए १ चरण रेखाचित्रका अनुसार स्टील र पग्लिएका एल्युमिनियमको प्रतिक्रियाले बनेको फे-अल इन्टरमेटालिक यौगिकहरू मुख्यतया फेअल्ज, फेज ए १,, फेए १1, आदि हुन्, जो भंगुर हुन्। अल्युमिनियम मिश्रको अल-समृद्ध चरण म्याट्रिक्सबाट टाढा फाल्नुहोस् र पग्लेको एल्युमिनियमको पिटाई अन्तर्गत पग्लेको एल्युमिनियम प्रविष्ट गर्नुहोस्, मोल्डको सतहमा पिट्स छोड्नुहोस्। एल्युमिनियम मिश्र र मोल्ड पिट्सको अंशको संयोजन अपेक्षाकृत कडा हुन्छ र खस्दैन र फे फे १ १ यौगिकहरू बनाउँदछ। एल्युमिनियम, फे।} अल र त्यहाँ पालना यौगिकहरू चिसो हुँदा माइक्रोक्र्याक्सको खतरा हुन्छ। डाई-कास्टिंग पानामा कम तरल एल्युमिनियम छ, त्यसैले यो छिटो बलियो हुन्छ, र मोल्ड र तरल एल्युमिनियम बीचको प्रतिक्रिया ढिलो छ। त्यसकारण, फे र एलको प्रतिक्रियाको कारण परीक्षण ब्लकको सतहमा थोरै पिटहरू छन्, र अधिक टाँसिएको एल्युमिनियम एल्युमिनियम तरलको क्षतिको कारण उत्पादन हुन्छ।
२. सतह कठोरता
तालिका मर्न कास्टिंगको बिभिन्न समय पछि तीन मर्ने इस्पात परीक्षण ब्लकको सतह कठोरताको औसत मूल्य हो। तालिका in मा डाटा देखाउँदछ कि तीन प्रकारको परीक्षण ब्लकहरूको सतह कठोरता सबै थोरै कम हुन्छ। डाई कास्टि mold मोल्डहरूको संख्या बढ्दै जाँदा यो परीक्षण ब्लकको दोहोर्याउने टेम्पर्सनको बराबर हो, त्यसैले कठोरता घट्छ। डाई-कास्टि 3को १,००० पटक पछि, CCr3Mo1,000V + Co स्टील परीक्षण ब्लकको कठोरतामा सब भन्दा सानो कमी आएको छ, जुन १. H एचआरसी छ; 4Cr5Mo2V स्टील परीक्षण ब्लक सबैभन्दा स्पष्ट गिरावट छ।
स्पष्ट रूपमा, यो २ ले घट्यो। H एचआरसी; 2Cr8Mo4V + Ni स्टील परीक्षण ब्लक को सतह कठोरता १ द्वारा गिराएको छ। 5 एचआरसी। स्थिर मोल्ड कठोरता एल्युमिनियम स्टिकिkingलाई कम गर्न लाभदायक छ, त्यो हो, डाई-कास्टिंग थर्मल क्षतिको प्रतिरोध गर्नु फाइदाजनक हो।
| तालिका die विभिन्न समयमा% कास्टिंग पछि परीक्षण ब्लकहरूको सतह कठोरता% | ||||||
| सामाग्री | डाई कास्ट छैन | 200 टाइम्स | 400 टाइम्स | 600 टाइम्स | 800 टाइम्स | 1000 टाइम्स |
| 4Cr5Mo2V स्टील | 48.6 | 48.4 | 48.1 | 47.2 | 46.9 | 45.8 |
| 4Cr5Mo2V + नी स्टील | 47.5 | 47.4 | 47.2 | 46.8 | 46.9 | 46.1 |
| 4Cr5Mo2V + Co इस्पात | 47.7 | 47.5 | 47.1 | 46.5 | 46.2 | 45.9 |
मर्न स्टीलको लामो समय टेम्पर्सन पछि, मार्टेनाइट विघटित हुन्छ र दोस्रो कार्बाईडहरू मोटो हुन्छन्, फलस्वरूप सतह कठोरता घट्छ। दुबै ड्रिल र निकेल गैर-कार्बाइड गठन गर्ने तत्त्वहरू हुन् जसले इस्पात ठोस समाधानलाई 'to देखि strengthen' बलियो बनाउन फे अणुहरूलाई प्रतिस्थापन गर्न सक्दछ, ताकि मोल्डमा उच्च तापमानको शक्ति छ र दोहोरिएको द्रुत ताप र चिसो पछि उच्च कडाईलाई कायम राख्छ। चाइना डाइ कास्टि Association एसोसिएशनले सीएन-मो-वी-नी इस्पातमा तत्त्व वितरणको अध्ययन गरेको छ, र पत्ता लगाएको छ कि टेम्परिंग प्रक्रियाको क्रममा नी तत्व कार्बाइडको वरिपरि समृद्ध हुनेछन्, यसैले कार्बन परमाणुहरूलाई फेरीटमा वरिपरि रोकिनेछ। कार्बाइड कार्बाइडको निरन्तर प्रसारले कार्बाइड कोरसनिंगको सक्रियता उर्जा बढाउँदछ, कार्बाइडको बृद्धिमा बाधा उत्पन्न गर्दछ, निकल युक्त 5Cr8Mo4V स्टीलको कठोरता गिरावट कम गर्दछ, र पगले पकाएको एल्युमिनियम क्षतिको प्रतिरोध प्रतिरोध गर्दछ।
चाइना डाई कास्टि Association एसोसिएसनले थर्मल स्थिरता र १% नी र नी बिना नै डाई स्टीलको माइक्रोस्ट्रक्चर परिवर्तनहरूको अध्ययन गरेको छ र पत्ता लगायो कि थर्मल स्थिरता परीक्षणको पछिल्लो चरणमा निकलले डाइ स्टीलको कठोरतालाई धीमा बनाउँदछ, जसले गर्दा इस्पात राम्रो थर्मली स्थिर सेक्स। ड्रिलिंग एक यस्तो तत्व हो जसले ओस्टेनाइट चरण क्षेत्र विस्तार गर्दछ। CCr1Mo4V स्टीलमा ड्रिल थपेमा austenitization प्रक्रियाको अवधिमा कार्बाइड्सको विघटनलाई बढावा दिन सकिन्छ, austenite को कार्बन सामग्री बढाउन सक्छ, र austenite को स्थिरता बढाउन सक्छ, यस प्रकारले atentenite को टेन्साइट र martenite को कडाई बढाइन्छ, र ड्रिल पनि गर्न सक्छ टेम्परिंग प्रक्रियाको क्रममा मोलिब्डेनम कार्बाइडको फैलाव र वर्षालाई बढावा दिनुहोस्, र वर्षा कडाई प्रभाव z'-5 लाई बढाउनुहोस्।
निकल र ड्रिलको म्याट्रिक्सको सुदृढीकरण प्रभावले डाई स्टिल टेस्ट ब्लकलाई अझै पग्लिएको एल्युमिनियमको बारम्बार कोरिंग गरेपछि सतहमा कडाई मिल्छ, ताकि यो क्षरणको प्रतिरोध प्रतिरोधात्मक क्षमता हो, जुन परीक्षण खण्डको प्रतिरोध क्षमता सुधार गर्न लाभकारी हुन्छ। पग्लिएको एल्युमिनियमको नोक्सानमा। परीक्षण ब्लकको सतह कठोरता र एल्युमिनियम आसंजनको डिग्रीले पनि देखाउँदछ (चित्र,, तालिका see हेर्नुहोस्): ड्रिल गरिएको C सीआर Mo मो २ वी स्टिल टेस्ट ब्लकमा डाइ-कास्टि ofको १,००० पटक पछाडि कम्तिमा सतह खाडल र एल्युमिनियम आसंजन हुन्छ, त्यो हो एल्युमिनियम तरल क्षतिको प्रतिरोध सबै भन्दा राम्रो हो। तसर्थ, स्टीलमा १% को थप्नको सुदृढीकरण प्रभाव १% नी जोड्न भन्दा बढी छ, ती दुवै दुबै डाइ स्टीलको एन्टि-एल्युमिनियम क्षति प्रदर्शन सुधार गर्न अनुकूल छन्।
3. निष्कर्ष
- डाई-कास्टिंग एल्युमिनियम मिश्र धातुको १००० पटक पछि, ड्रिलको साथ CCr1 Mo000V स्टील नमूनाले कम से कम एल्युमिनियम स्टिक गर्दछ, र 4Cr5Mo2V स्टील नमूनाले सबैभन्दा बढी एल्युमिनियम स्टिक गर्दछ, त्यो हो, ड्रिलको साथ 4Cr5 Mo2V स्टीलमा उत्तम थर्मल क्षति प्रतिरोध हुन्छ।
- डाई-कास्टिंग एल्युमिनियम मिश्र धातुको १,००० पटक पछि, CCr1,000Mo4V स्टीलको सतह कठोरता, CCr5Mo2V + Ni स्टील र CCr4Mo5V + Co इस्पात नमूनाहरू २.2, १.4 र १.5 HRC ले घट्यो, त्यो हो, निकल वा ड्रिलको अतिरिक्त थर्मल क्षति प्रतिरोध क्षमतामा सुधार गर्न सक्दछ 2Cr2.8Mo1.8V डाय-कास्टिंग डाय स्टीलको।
प्रिन्टिtingको लागि कृपया यस लेखको स्रोत र ठेगाना राख्नुहोस्: ड्रिल र निकेलको तापीय क्षति प्रतिरोध 4Cr5Mo2V डाई कास्टि Die डाई स्टीलको प्रतिरोधमा प्रभाव
मिing्गे डाई कास्टिंग कम्पनी उत्पादन र गुणवत्ता र उच्च प्रदर्शन कास्टिंग पार्ट्स प्रदान गर्न समर्पित छन् (मेटल डाई कास्टिंग भागहरू दायरा मुख्य रूपमा समावेश गर्दछ पातलो-वाल डाई कास्टिंग,हट चेम्बर डाई कास्टिंग,कोल्ड चेम्बर डाई कास्टिंग), राउन्ड सेवा (डाई कास्टिंग सेवा,सीएनसी मशीनिंग,मोल्ड बनाउने, सतह उपचार)। कुनै पनि अनुकूलन एल्युमिनियम मच्चा कास्टिंग, म्याग्नेशियम वा Zamak / जिंक जिंक र अन्य कास्टिंग आवश्यकताहरू हामीलाई सम्पर्क गर्न स्वागत छ।

आईएसओ 9001००१ र टीएस १ 16949 5 of of को नियन्त्रणमा, ब्लास्टरबाट अल्ट्रा सोनिक वाशिंग मेशिनसम्म सयौं उन्नत डाई कास्टिing मेशिन,--अक्ष मेशिन, र अन्य सुविधाहरू मार्फत सबै प्रक्रियाहरू गरिन्छन्। मि only्गेसँग उन्नत उपकरण मात्र छैन तर पेशेवरहरू पनि छन्। अनुभवी इञ्जिनियरहरू, अपरेटरहरू र निरीक्षकहरूको टोलीले ग्राहकको डिजाइन सत्य बनाउँदछ।

मर्ने कास्टि Contractको सम्झौता निर्माता। क्षमताहरूले ०.०0.15 एलबीएस देखि चिसो कोठाको एल्युमिनियम मर्न कास्टिंग भागहरू समावेश गर्दछ। 6 एलबीएस।, द्रुत परिवर्तन सेट अप, र मशीनिंग। मूल्यवर्धित सेवाहरूमा पॉलिशिंग, कम्पन, डिब्रिring, शट ब्लास्टिing, चित्रकला, प्लेटिting, कोटिंग, असेंबली र टूलीing्ग समावेश छ। सामग्रीको साथ काम गरीएको o 360०, 380०, 383 ,413, र as१ all जस्ता एलोय समावेश गर्दछ

जिंक जिंक मर्मत कास्टिंग डिजाइन सहायता / समवर्ती ईन्जिनियरिंग सेवाहरू। सटीक जिंक जस्ता मर्ने कास्टि ofको कस्टम निर्माता। लघु कास्टि,, उच्च दबाव मरो कास्टि,, बहु-स्लाइड मोल्ड कास्टि,, परम्परागत मोल्ड कास्टि,, युनिट मर्ने र स्वतन्त्र मरणका कास्टिंगहरू र गुहा छापिएको कास्टि manufact निर्माण गर्न सकिन्छ। कास्टि + लम्बाई र चौंडाईमा २ in मा in +/- ००००24 in सहनशीलतामा निर्माण गर्न सकिन्छ।

आईएसओ 9001 ००१: २०१ die डाई कास्ट म्याग्नेशियमको प्रमाणित निर्माता, क्षमताहरूले उच्च दबावको म्याग्नेशियम मर्न कास्टि 2015 २०० टन तातो चम्बर र 200००० टन चिसो कोम्बर, टुलि design डिजाइन, चमकाने, मोल्डि,, मशीनिंग, पाउडर र तरल पेंटि,, सीएमएम क्षमताहरूको साथ पूर्ण QA समावेश गर्दछ। , असेंब्ली, प्याकेजि & र वितरण

ITAF16949 प्रमाणित। अतिरिक्त कास्टिंग सेवा समावेश लगानी कास्टिंग,बालुवा कास्टिंग,गुरुत्वाकर्षण कास्टिंग, हराएको फोम कास्टिंग,केन्द्रापसारक कास्टिंग,भ्याकुम कास्टिंग,स्थायी मोल्ड कास्टि।,। सक्षमताहरूमा ईडीआई, ईन्जिनियरि assistance सहायता, ठोस मोडेलिंग र माध्यमिक प्रशोधन समावेश छ।

कास्टिंग उद्योगहरू पार्ट्स केस स्टडीका लागि: कार, बाइक, एयरक्राफ्ट, संगीत वाद्ययंत्र, वाटरक्राफ्ट, अप्टिकल उपकरणहरू, सेन्सरहरू, मोडेलहरू, इलेक्ट्रोनिक उपकरणहरू, संलग्नकहरू, घडीहरू, मेशिनरी, इन्जिनहरू, फर्नीचर, गहना, जिग्स, टेलिकम, प्रकाश, मेडिकल उपकरणहरू, फोटोग्राफिक उपकरणहरू, रोबोटहरू, मूर्तिकलाहरू, ध्वनि उपकरण, खेलकुद उपकरण, उपकरण, खेलौना र अधिक।
हामी तपाईंलाई अर्को के गर्न मद्दत गर्न सक्दछौं?
Home गृहपृष्ठमा जानुहोस् कास्टिंग चीन मरो
→कास्टिंग पार्ट्स- हामीले के गरेको छ पत्ता लगाउनुहोस्।
Ala यसका बारे तालिका सुझावहरू डाई कास्टि Die सेवाहरू
By Minghe डाई कास्टिंग निर्माता | श्रेणिहरु: सहयोगी लेखहरू |सामाग्री टैग: एल्युमिनियम कास्टिंग, जस्ता कास्टिंग, म्याग्नेशियम कास्टिंग, टाइटेनियम कास्टिंग, स्टेनलेस स्टील कास्टिंग, ब्रास कास्टिंग,कांस्य कास्टिंग,भिडियो कास्ट गर्दै,कम्पनी इतिहास,एल्युमिनियम डाई कास्टिंग | टिप्पणीहरू बन्द







